I’m printing 1.75mm NinjaFlex with great results at
- 245 °C (constant)
- 30 mm/s (constant)
- with E3Dv6 hotend
- on a Prusa i3 Einstein Rework with direct extruder (no bowden)
With these settings, it comes out clear and fine (not granular) and yields a nice print quality and finish.
I noticed a few challenges finding the settings, which are:
- make sure you got the same speed for everything
- the ideal print speed depends on your print temperature and vice versa - you can (and have to) print at 255 °C or higher temperatures if you want to increase the print speed (different speed for infill and perimeters etc. don’t work because of that)
- very high temperatures will cause oozing, but still print fine at high print speeds
Very common problem. I suggest printing at 120% flow rate and see where that gets you, also try printing at 30-40mm/s; turn retraction distance to 1mm.
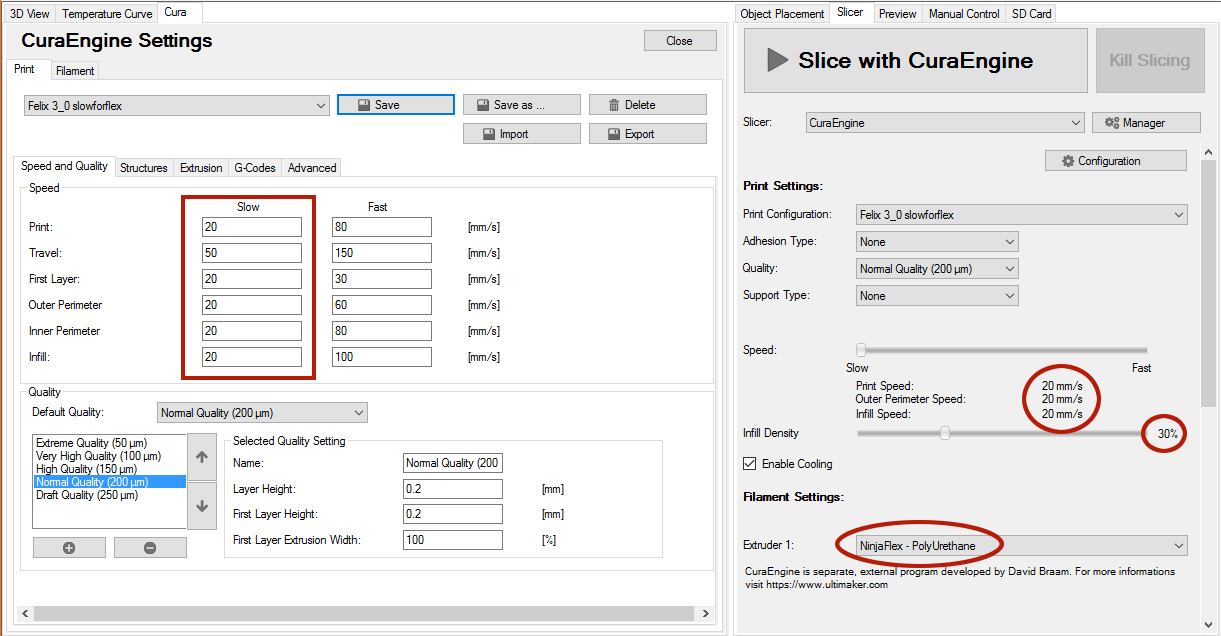
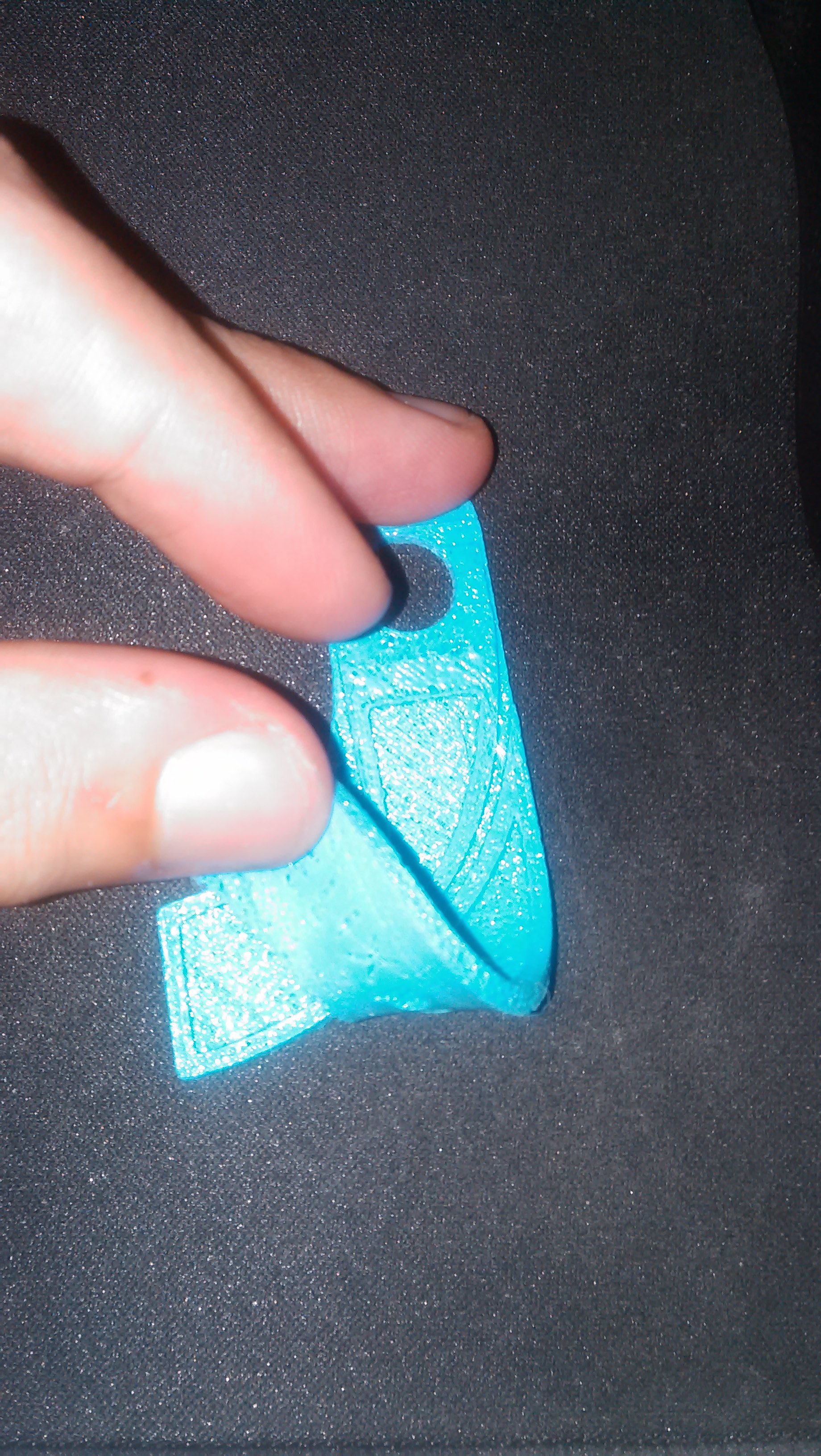
Is this result an improvement compared to your previous settings? As I said, the default cura profile is 200C, can you try printing using the default profile? How did you set the speed to 20? It looks like the first solid layers were printed quite well, but when it started the infill layers things got worse, which tells me that you might have not slowed down the infill speed. All speeds (except travel movement speed) should be set to max 20mm/s for flexible filament. Also what percent infill are you using? I think that you might want to set the infill to 30% and above so that the print holds its shape better while printing because of being a more solid object. Look at the settings highlighted in my screenshot and give them a try.
It also looks like you may want to increase the retraction a bit. I have also found that sometimes playing with the retraction speed can help as well. Too fast, and it tends to just suck up a bubble, and then drool, too slow, and it can leave blobs. Also, make sure you have z-hop enabled, and make it at least 0.3-0.5mm. I have also found that the wipe while retracting feature in Slic3r really helps with strings. Finally, non-print move speed should be as fast as your printer can handle, as this helps to break strings.