Hi, I’m experimenting with my new RostockMAX v2 printer using SeeMeCNC ABS filament. The attached file shows two issues I’m trying to resolve.
First, the sides of the model are printing nice and smooth, but the bottom (shown) and top are not finished well at all. The top is only slightly better (smoother) than the bottom. I’m printing with a 0.3 bottom layer, a 0.2 layer setting, and perimeters set at 3mm. What can I do to get a nice finish on the bottom and top?
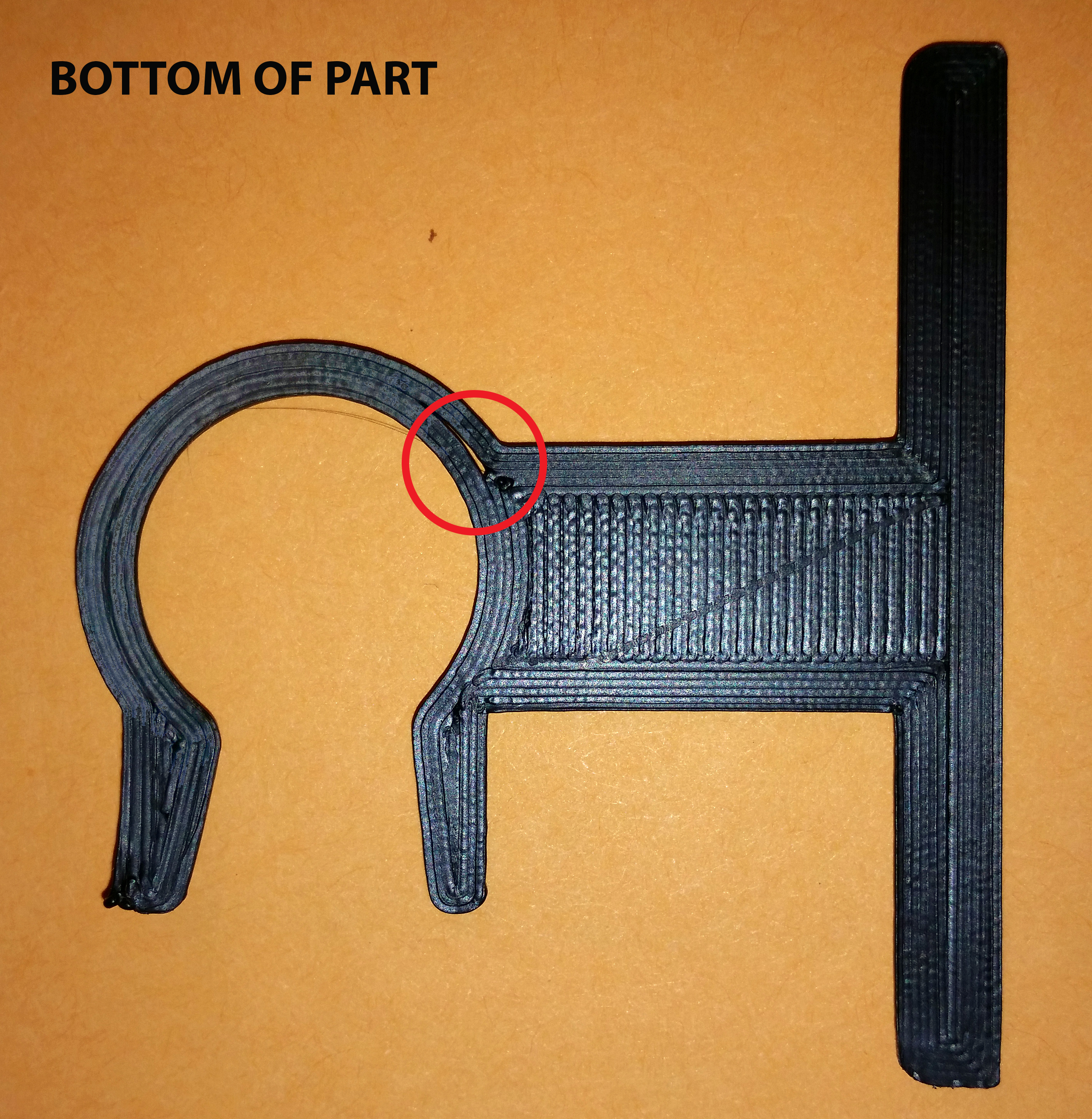
Second, the circled area shows a gap in the fill that also results in a gap most of the way around the circular latch portion of the part. I wanted this to be solid, as well as the ‘T’ crossbar portion of the latch. The circular part thickness is 0.125" (3.1mm) and the crossbar thickness is 0.25" (6.4mm).
Thanks for any suggestions, tips, or tricks you can provide!
It looks like it’s possible an error in your slicing software. I suggest you watch this video as it explains about how the slicing software works on making decisions in special circumstances where there may not be enough space to accurately print infill compared to the diameter of your nozzle opening.
That video specifically mentions printing thin walls, but the same issues can apply to the internal parts of a print where the slicing software may possible skip over areas as it could not fill it in properly.
I’ve never had this happen personally, but I would also suggest checking your bed levelling as this can cause an array of issues even when it is just slightly off.
Lol I have to disagree with poster Davek,.68 for a .4 nozzle is insane. Now just maybe this may have something to do with slicers. On the Ultimaker forum most people use Cura, as do I. The forum is absolute that that if you have say a .4 nozzle you set wall widths to multiples of .4 To do otherwise presents problems to Cura. Maybe it is OK in the slicers Davtek quotes, but not Cura. Oh and in nearly 3 years I have never once suffered delamination, the idea that using wall widths of multiples “easily” leads to delamination is ridiculous.
Now, very recently there has been a discussion on variation of the nozzle size statement (and the wall width correspondingly so it remains a multiple) to improve 1st/top layer performance. I did some testing two weeks ago on this. Setting the nozzle width to .45 gave clearly worse results than leaving it at .4. Very marginal but I am convinced at the moment that setting it at .35 gave a better result than 0.4. What if anything it does to dimensional accuracy (important for engineering, maybe not for figurines) I have not yet tested.