

















![IMG_1001[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/optimized/3X/d/8/d865ecf003e7cedf5a17a4559c8069ac1d88c0b5_2_100x100.JPG)
![IMG_1003[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/optimized/3X/8/5/85e69dac3e3dd5345d6d8822f208d7d2ed8a9c33_2_100x100.JPG)
![IMG_1004[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/optimized/3X/b/e/be28d32319ef5b9bc1ee67c373c5f595a2c176b5_2_100x100.JPG)
![IMG_1009[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/optimized/3X/7/4/74b2f45080351ed51ac2f6df86ca36d99d7f0475_2_100x100.JPG)
![IMG_1013[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/optimized/3X/0/3/0376e9de97866e22319884c5f38fc947cc25ee7f_2_100x100.JPG)
![IMG_1019[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/optimized/3X/3/4/34ef7b05413c0f0dbca277e15a942a2375f8fb1f_2_100x100.JPG)
![IMG_1028[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/optimized/3X/9/c/9cde6d34a1ae8997bbcbd74ce5ca1cd1dd49cc25_2_100x100.JPG)
![IMG_1031[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/optimized/3X/b/a/ba1656ffe7111e3a9940b875c42e0f6ad47a0c1d_2_100x100.JPG)
![IMG_1024[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/optimized/3X/d/7/d734f8dcff84bdccfed1fdf8986604d7b48bba2c_2_100x100.JPG)
Skip to main content
![IMG_1028[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/original/3X/9/c/9cde6d34a1ae8997bbcbd74ce5ca1cd1dd49cc25.JPG)
![IMG_1031[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/original/3X/b/a/ba1656ffe7111e3a9940b875c42e0f6ad47a0c1d.JPG)
![IMG_1024[1].JPG](https://www.3dhubs.com/talk/uploads/db5060/original/3X/d/7/d734f8dcff84bdccfed1fdf8986604d7b48bba2c.JPG)
4 months later
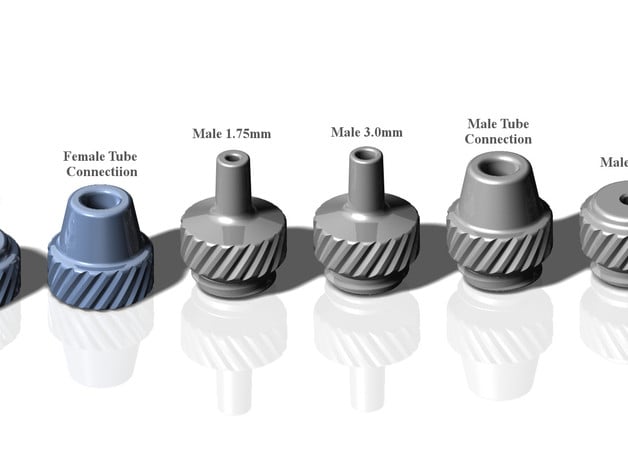
Heres the dust filter.
Now from here I would take that sponge and dip it in olive oil. I Know it sounds crazy! I was so scared to do it too. But I gave it a shot and it worked. without it, PLA prints fine the first few prints and then it just starts clicking and jamming. I understand your problem.
The olive oil last a while. Just keep checking when you pull the filament through the filter, it should be slightly oily. You dont need to make it too oily.
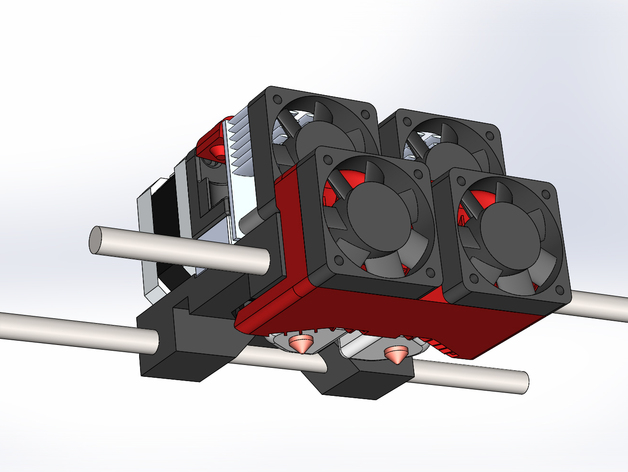
For the extra fan,
Order yourself some 40mm fans from amazon.
I dont remember the length of the screws, its been a while. But it should say on thingiverse.
Let me know how things work out! And feel free to ask me anymore questions ![]()
Hey Thanks for the amazingly fast response! I truly appreciate it!
I do have the extra cooling fan from thingiverse 2 and I did print some oil filters but the filament kept cracking… so I removed that idea… have only been using Makerbot’s brand of filament so I don’t think it’s too bad quality (specially at that price! yikes!)
Oh I didn’t see your second quickest post!
Sweet! how did you hook the fans up? The one that I am using (on previous post) I hooked it up to an external supply… did you hook up yours to the mobo of the printer?
Thanks!
What do you mean it keeps cracking.
Its not worth paying 50 dollars for filament haha.
I have changed to 20 dollar rolls on Amazon. From hatchbox, inland, Esun and much more haha.
do you have oil in your chamber?