We are glad to hear the quality improved already! We usually print PLA at 55 degrees ourselves. Could you give that a try? Also: do you have a Kapton Sticker (looks brown) on your printer? If so, no hairspray should be needed when printing with PLA. Another solution that might improve the quality: it looks like the printer is extruding a lot of filament, perhaps that is why it is wobbly. Could you reduce the flow slightly and check if the results improve?
Hi
I know that behavor just too well. What did I do ? Try leveling the bed as good as you can. It is very difficult because there are just 3 points to adjust (instead of all 4 corners). Find on Thingiverse the bed level stl for Felix. It helps you to identify where its too high or too low. My Aluminium bed is definitly uneven (a very little bit).
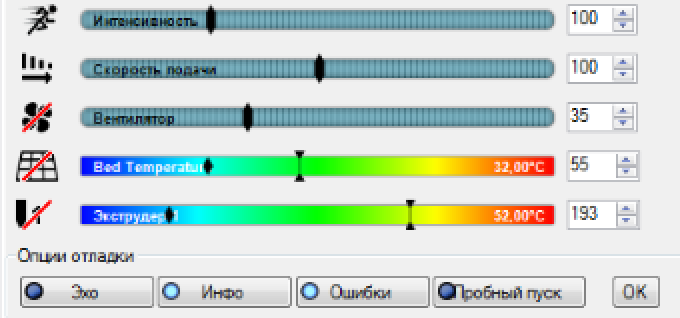
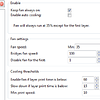
After (or while) that level the Z axle (as mentioned by others). Now, I know it´s hard to be patient, but it will help you to save filament and frustration if you lower the printing speed. Please try 30%. It will take like forever, but the slower the print is, the better the result is. My Felix 3.0 is also pulling a little bit too much filament, so I reduced to 98 % flow.
I print the first layer with 195 degrees, but then with only 185 degrees. 200 or more is absolutly no improvement.
I´ve seen that the model is quite big. Try something small (but flat) first, than something bigger and only if that worked for satisfaction print the big thing you have.
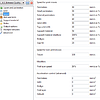
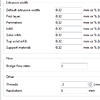
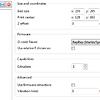
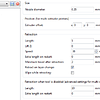
I think your problem is that your extrusion width is smaller than the nozzle diameter. It is better to start with the default setting of Slic3r and see how that is going. I always print my first layer 0.8 mm wide ,perimeters 0.48 and the infill 0.72 with a 0.35 nozzle. Because of the wide extrusion of the first layer the filament really gets squashed on to the bed.
Very useful comment @Vienna3DPrint! It is definitely true: calibrating the bed requires patience but it is more than worth it to prevent failed prints and to not waste any filament.
Just to make sure: it is very important to clean the bed properly before every print job with denatured alcohol. Not cleaning the print bed may lead to poor adhesion.
Also: thicker layers (standard 0.2mm layer height settings) will have better adhesion to the print bed than 0.05 mm layer height. It is perhaps worth trying to print with the standard settings to see how it goes!