Good morning.
I’m having huge problems printing a prototipe with my Z200.
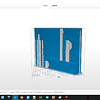
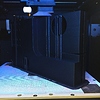
I choose Z-HIPS material which totally match my needs: large flat surfaces that should not crack. In my prints, unfortunately, I can’t solve this cracking problem. As you can see, a big crack and warps happens.
I do use the doors and top cover for keep the chamber warmer.
It’s not a plate leveling problem, the basement is well made.
Before wasting more time and material it would be nice to have some tips from you experts in order of voiding shrinkage.
In attachment my prototype and a the defect.
Thank you very much, have a nice day!
Check if your extruders fan are working correctly (Menu->maintenance->test)
1 Like
Please try to put the infill to low.
It seems that’s already the case, as shown on the first screenshot.
Hi, I have an M200. I had your problems too with large models (not so tall as yours)
I think that the easiest way is to print your model in peaces and glue it together or create some sorts of joints.
Paolo
1 Like
Zapaer
6
The layers are not bonding enough, as it cools and as the part get’s bigger the stresses build up and because of the poor layer bonding you get the crack/separation in your part.
In my opinion this seems to be a hotend temperature problem. Increase your hotend temperature by 5-10C.
Also reducing your layer height will help. Try printing it at 230C with your heat bed at 55C.
More info here:
src: Print Quality Guide | Simplify3D Software
https://www.lulzbot.com/sites/default/files/v2/LulzBot\_3D\_Printing\_Filament\_Guide.pdf
cooling is your issue. you will notice alot of people have added a second fan to cool prints. however, you could still be ok. Set the cooling to 20% and not auto.
it looks as though you have the sides and door panels? which is good. in addition if you can mock up some kind of top cover/shroud is also good.
good luck!
This part will always give you issues. simply too large for the printer. Reminder, It’s not an industrial 3d printer. Some say it’s a cooling problem, no it’s not. If the part cools to fast it will delaminate, this parts need the opposite more heat to keep the layers bonding.
A try on the M 300 with another orientation might help.
The geometry is candidate to increase layer height try 0.29 for example that should reduce time, and you can rely on 20 or 30° support angle becasuse tha part is very geometric.
Also try another manufacturing process, maybe CNC machining or even a router. This part is too solid will always be a pain to get it right.
Why don’t you run an optimization? try reducing the mass. This is what additive manufacturing is for.
Just load the part in an optimization tool, whould recommend simulia but is expensive, try Inspire from altair.
If you are willing to share the file we can try.
Zapaer
9
@stampa3dcrema if you really need this piece and it simply won’t print, I can try printing this for you. I have access to the AON-M Industrial 3D Printer.
As a fellow 3D Hubs owner, we can negotiate the pricing. But I recommend trying a higher extrusion temperature, it might just work as it should give you better layer bonding.
The problem that you see has indeed to do with cooling. However, it has not to do with insufficient calling as suggested below. HIPS (and ABS for that matter) shrinks as it cools, which is the reason behind all kinds of warping and on bigger parts layer delamination. What has happened with your part is that the material has cooled to quickly, which leads to internal stresses building up in the model. And when these stresses gets to strong, the part will crack along the weakest point, which is the layer lines.
To avoid this problem you need to heat the build area to a temperature close to the glass transition temperature of the used plastic. For a big HIPS-print i would keep the build area heated to at least 45°C, and if possible even hotter. If your printer can’t heat its enclosure to these temperatures by itself you could try to put it in a box of some sort and carefully heat the inside of said box with a hairdryer. Not the prettiest solution, but it works if you only use the full build volume occasionally.
When you print in an environment with a temperature close to the plastics glass transition temperature the plastic will cool down much slower, and therefore more evenly. This means that the internal stresses won’t be able to build up, and therefore the part will not warp. By heating my enclosure to 50-60°C I can easily print ABS objects weighing many kilos centimeters without any cracks.
Also, when you finish printing, let the object cool gradually, similar to an annealing process, in order to let it cool down evenly and therefore avoid stresses building up during cooling.
Hope this helps
Step one: get a different printer. I am so sick of fighting my zortrax when my other printers just work.
Step two: print your file on a different printer.
1 Like
yarvix
12
Hello 3d fellow!
I have a M200 too. It is a huge piece. I have printed some big parts like this. I have experienced something similar but no so terrible. My suggestion is first, to print with a layer quality of 0.19mm. Second, be sure to chose the “high quality” (in other words, slow the printing speed). The slow speed is not only important for the quality but also may be cause a miss step in the drivers. I have experienced that in my prints when the design is a little intricate and complex. And the end, I suggest to cap the top of the printer with a bigger plastic bag to maintain inside the heat. I hope to be useful.
Cheers!
ide3d
13
I had about the same story: had to print a larger object and used the “special made for this” Z-Hips. I really spent about 50 printing hours in testing, different z-suite versions, different firmwares, even different Z-Hips spools, and of course with the enclosure. No chance to make it. It always got cracks in some areas.
After this is used the Makerbot (with our HBP of course), and it worked just at the first try with 20€/spool PLA. This thing really teached me: The M200 is great for small objects and if you need a lot of support, cause this Zortrax does really well, but for large objects, no chance - i will use the Makerbots for this bigger parts in future.
1 Like