We are having some tests with our new Ultimaker 3.
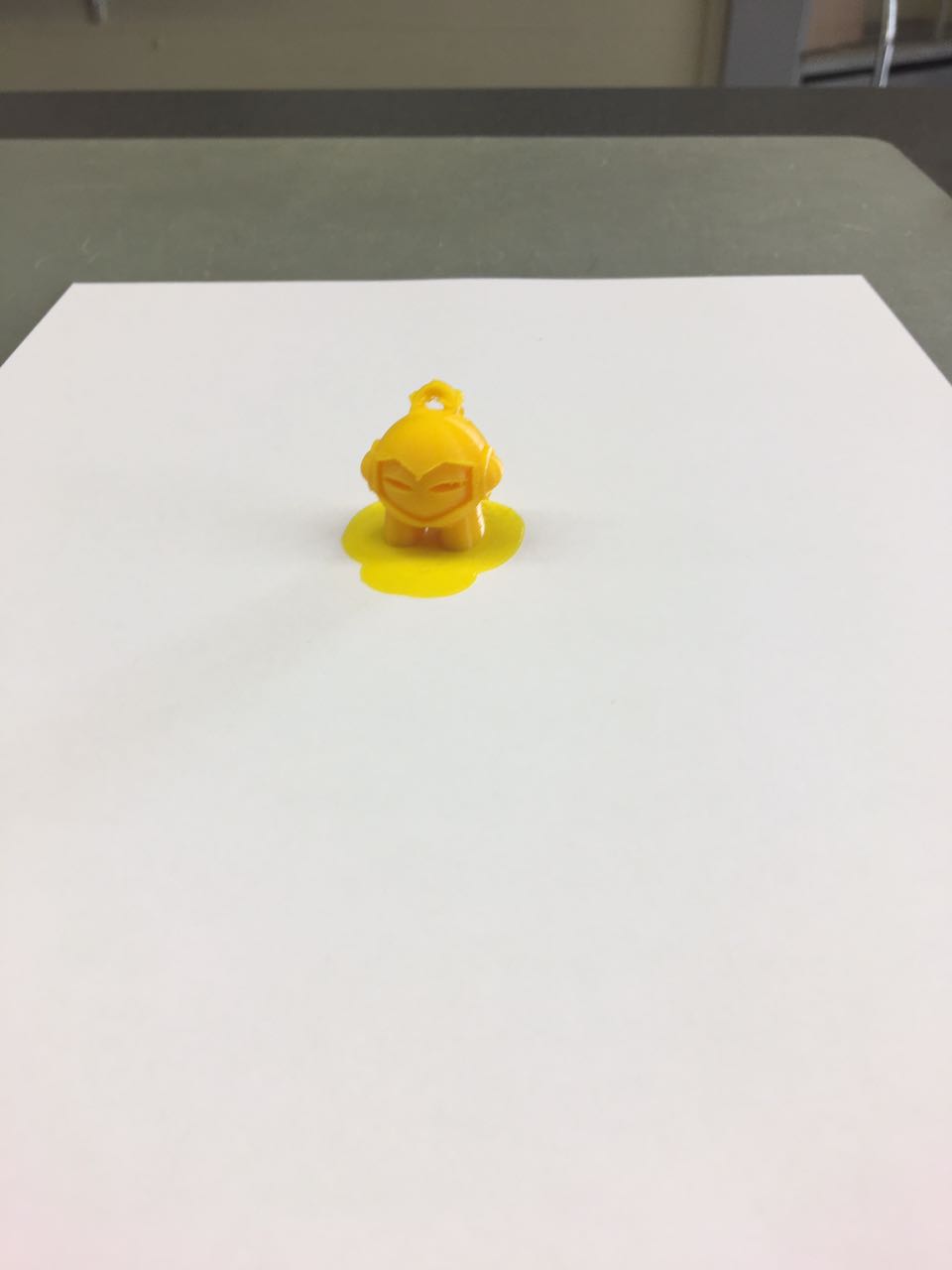
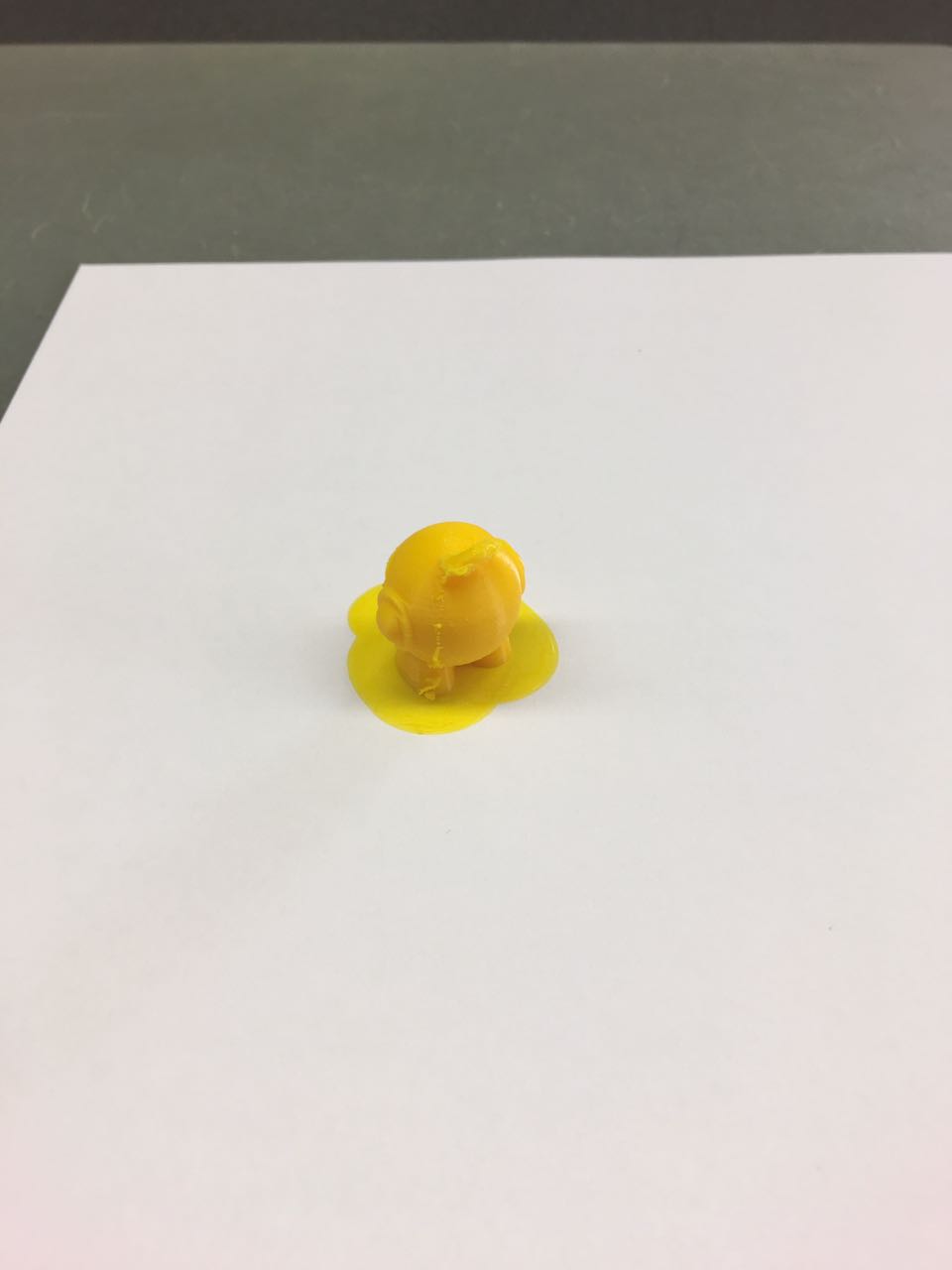
Unfortunately we realized some problems concerning the print quality (see picture enclosed).
We used PLA to print several objects like keychains, buildings, boxes.
The problem is, that we see some bubble-like overflows. These overflows occur only at some points of the object (for example the upper part of the keychain), other layers are really good concerning the print quality. Do you have an idea in which way we have to change our print settings in order to get a better print quality?
infill should be 20 percent by default, print speed should be 60 , build oplate should be 70 and the printing temp should be 200… (starting at 200, then back to 195, cooling down to 180 for final…
It seems that you filament temperature is too high, although with 195 degrees should not be a problem. Which retraction settings are you using? And which version of Cura?
you could have a look at the minimal layer time, forcing a wipe and prime tower would also work.
basically it looks like the layers you are printing on top of don’t get enough time to cool down, before another layer is printed on top.
though I thought there was something in the default profiles that takes care of this better, maybe it it turned off when you tuned the temperature, etc, yourself?
The layers don’t have enough thine too cool down. The fan speed should be at the max, And the minimum layer time set to 2sec with option which enables print head to move away from the model until it cools down sufficiently before adding another one (cool head
move or something like that).
Temperature of 180 will be enough and print speed of 50-60mm/sec. Otherwise the hot print head stays on top of the model for
I would experiment with only 2 marvins (to speed up the experiments) and go a little thicker layer and go a little slower print speed: 25mm/sec. Overall it should be faster with the thicker layers even though the head moves slower. Those overhangs are tricky. You can also go even lower in temperature.
Are you using cura 2.X to slice? Your entire remaining issue might be that the infill speed is too fast. When you have a fast infill speed and then switch to the outer layer the pressure is a bit too high and it overextrudes sometimes for a bit.
You can also print just the top half of a marvin to help concentrate on the spots you care about so you can do more experiments in less time (testing .06 versus .08 versus .1 layer height - testing 195 versus 190 versus 185 verus 180C - testing 30mm/sec versus 25mm/sec). Printing smaller prints means you can do more experiments in the same amount of time which means you learn more faster.