Since I bought my printer I’ve been printing ABS without any issues using the default settings:
Feedrate: 40
Travel Feedrate: 55
Bed temp: 100
Print temp: 220
Infill: 10%
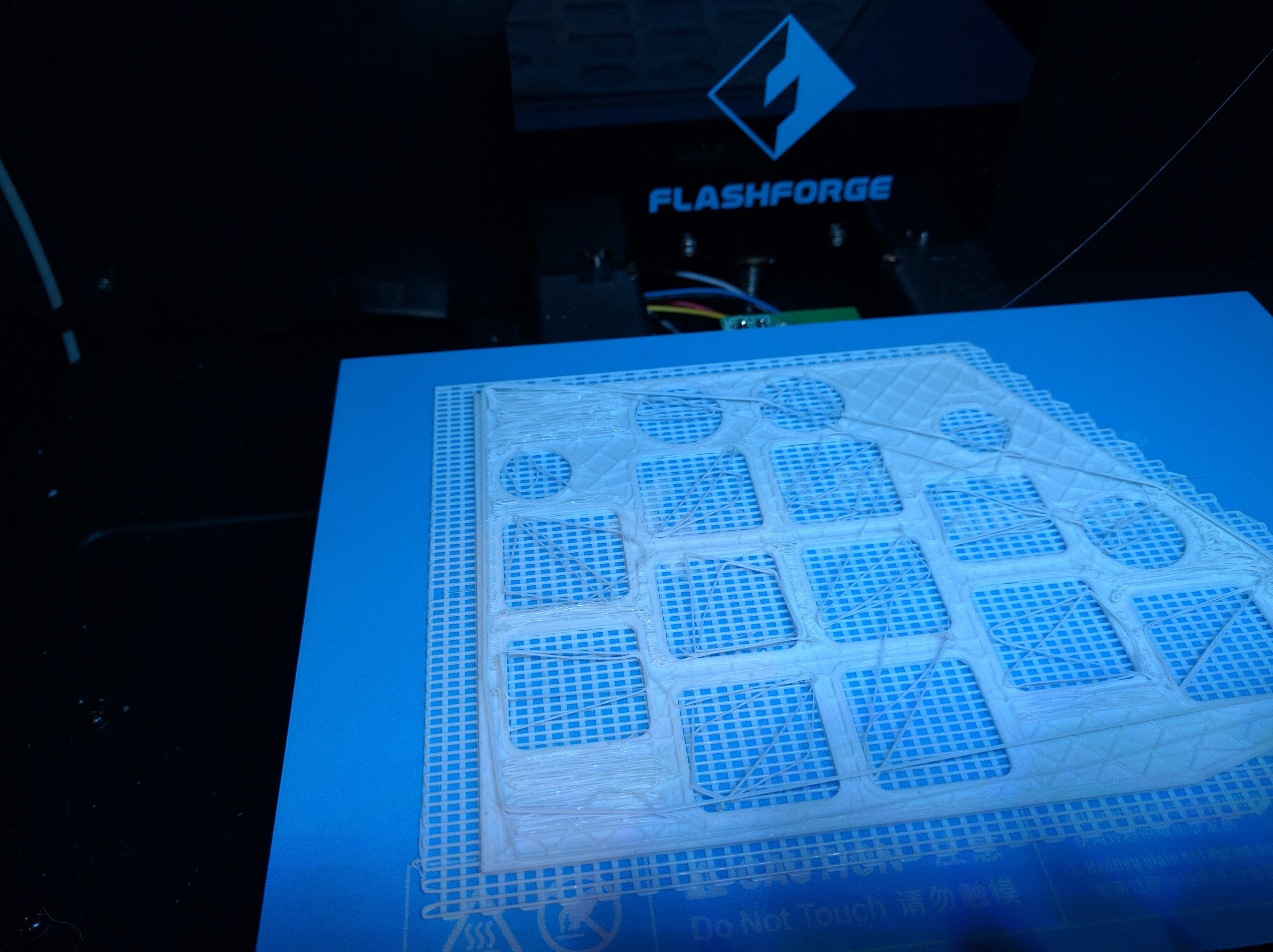
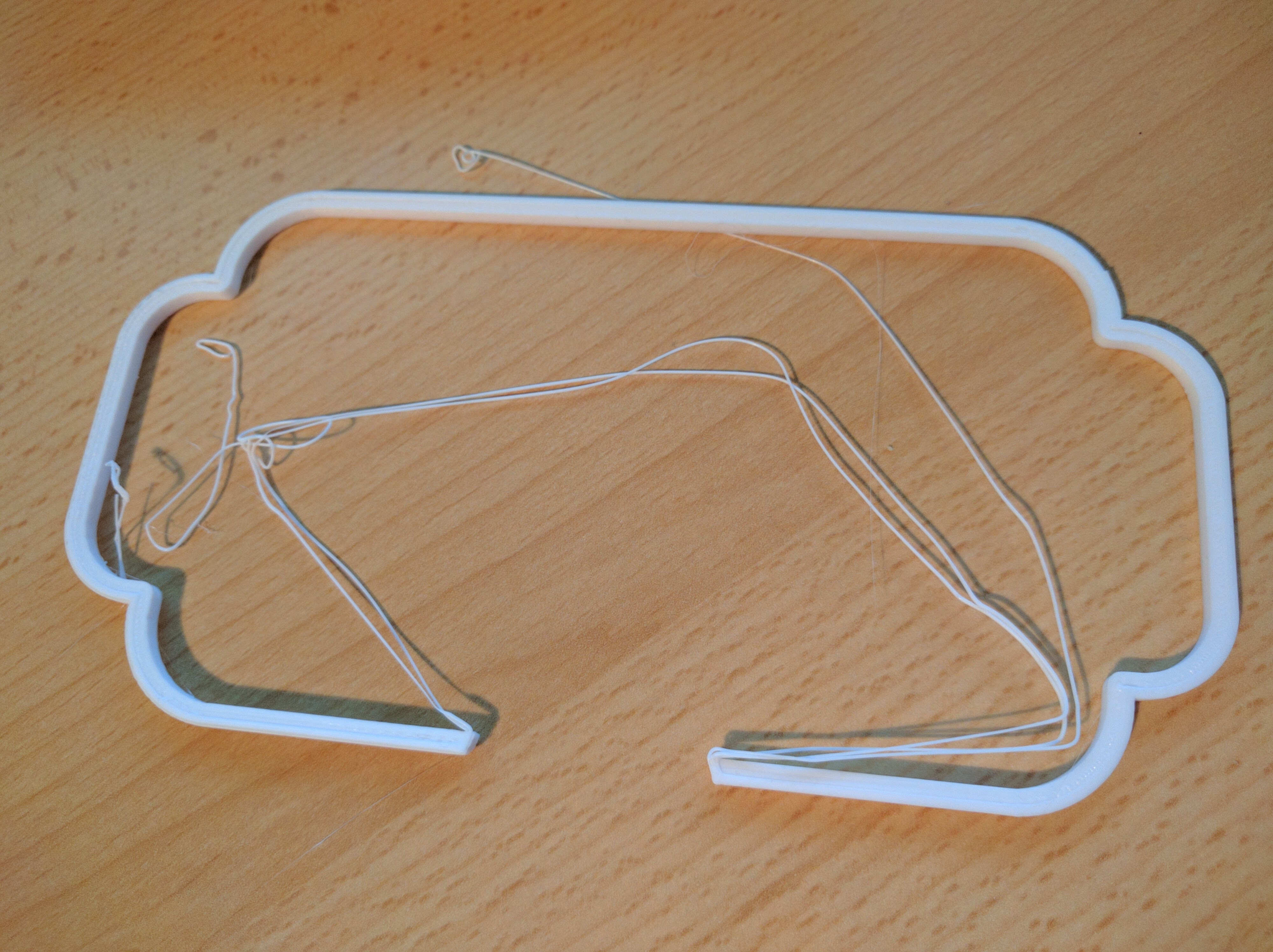
Now I ran out of my ABS roll and have had trouble ever since with most prints using PLA, half way through the printer will start creating a layer of stringy mess, I’m not too sure what is happening exactly maybe under extrusion, maybe the PLA is cooling too quickly or temp isn’t right and is melting the PLA filament further up than it should.
Here are the settings I’ve tried (All Infill: 10%):
Feedrate: 40
Travel Feedrate: 55
Bed temp: 60
Print temp: 220
Feedrate: 40
Travel Feedrate: 55
Bed temp: 60
Print temp: 205
Feedrate: 50
Travel Feedrate: 80
Bed temp: 60
Print temp: 205
All result in the same mess around the same layer, then I noticed on ReplicatorG one of the Gcode lines “something will be printed but there is no guarantee it will be the correct shape”. So thought ok it must be the software, but in between all these failed prints I’ve managed to print a door stop perfectly fine which has confused me even more, using the exact same settings as above.
I also checked for the same line in the Gcode for the item in the picture that is still in the printer and could not see it mentioned anywhere, but still it created a mess. The printer almost doesn’t seem to follow the usual route for printing like something is misaligned suddenly half way through.
Is there alternative free software I could try?
Any thoughts guys? Your help would be much appreciated!
I know this post is old, but I’m wondering if the OP ever found a solution. I am a high school teacher and I purchased 3 of the same machines and I am getting the same issue. It will print fine for the first 30 - 60 minutes then it will print in mid air with nothing being extruded and sometimes it will restart extruding and end with a stringy mess. I will try lowering my bed temp and pulling the tops and doors off. When I watch I find that the object being printed is not cooling down enough before the next layer is printed. I tried messing with a delay between layers but that didn’t work.